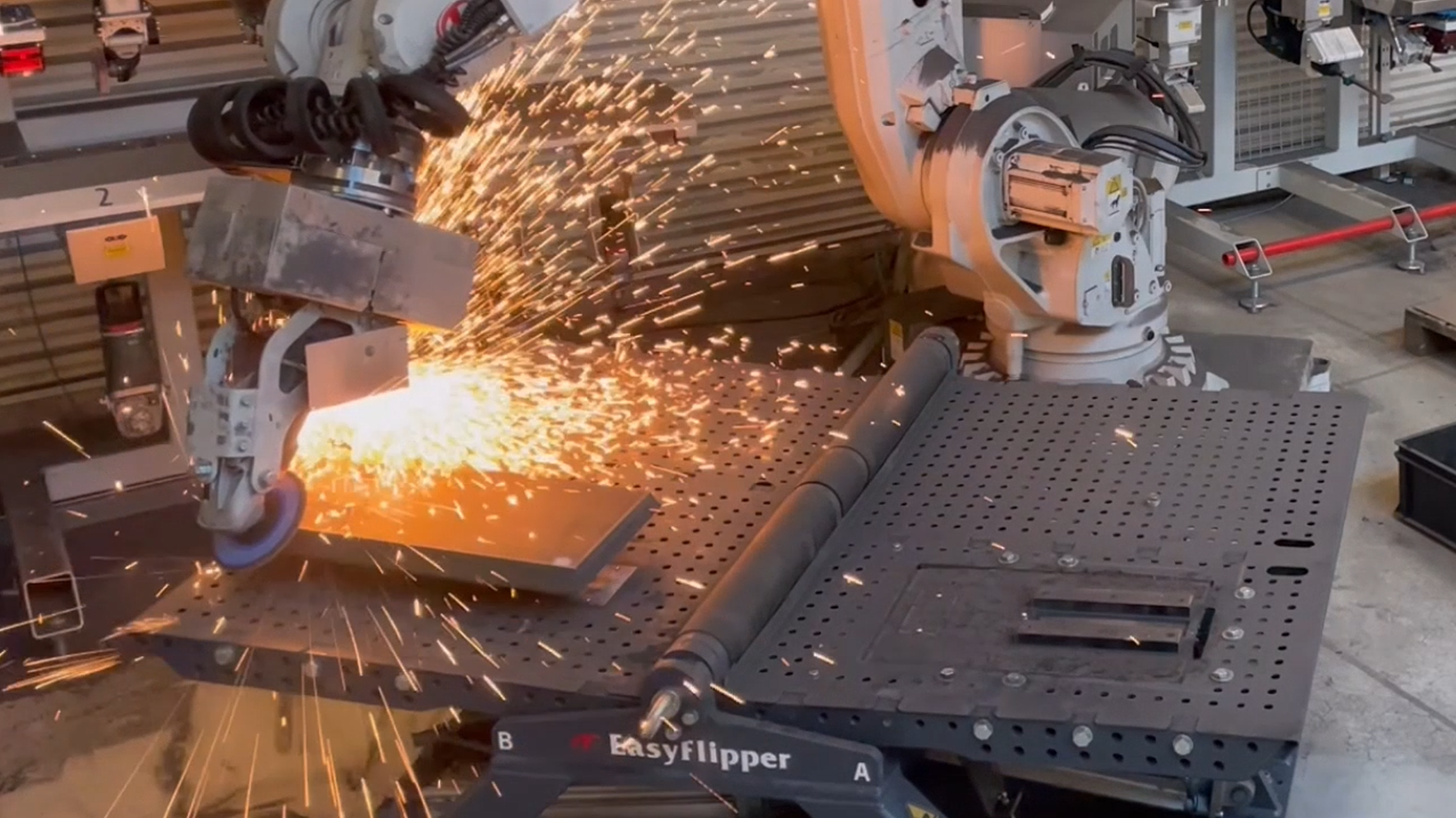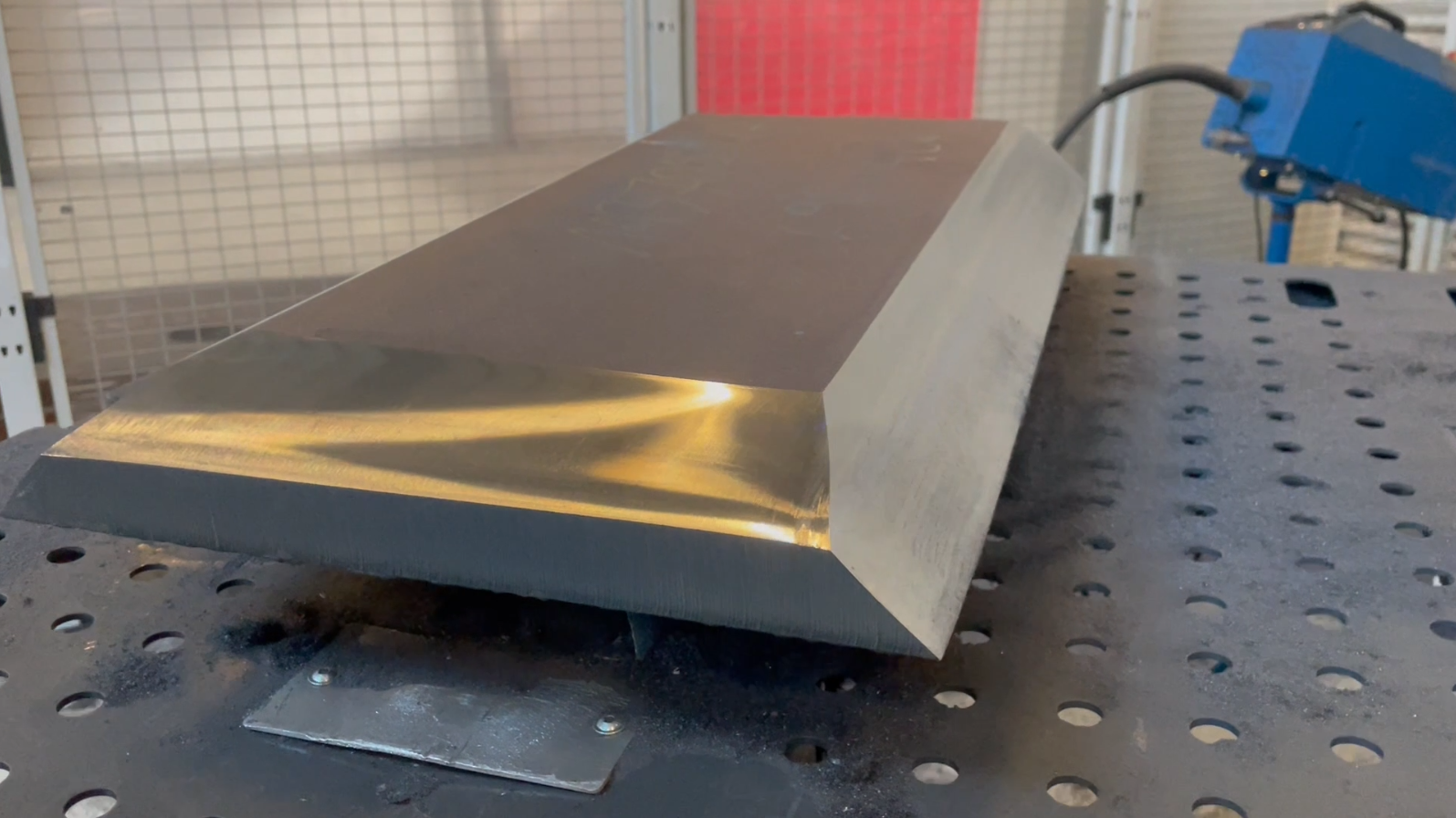
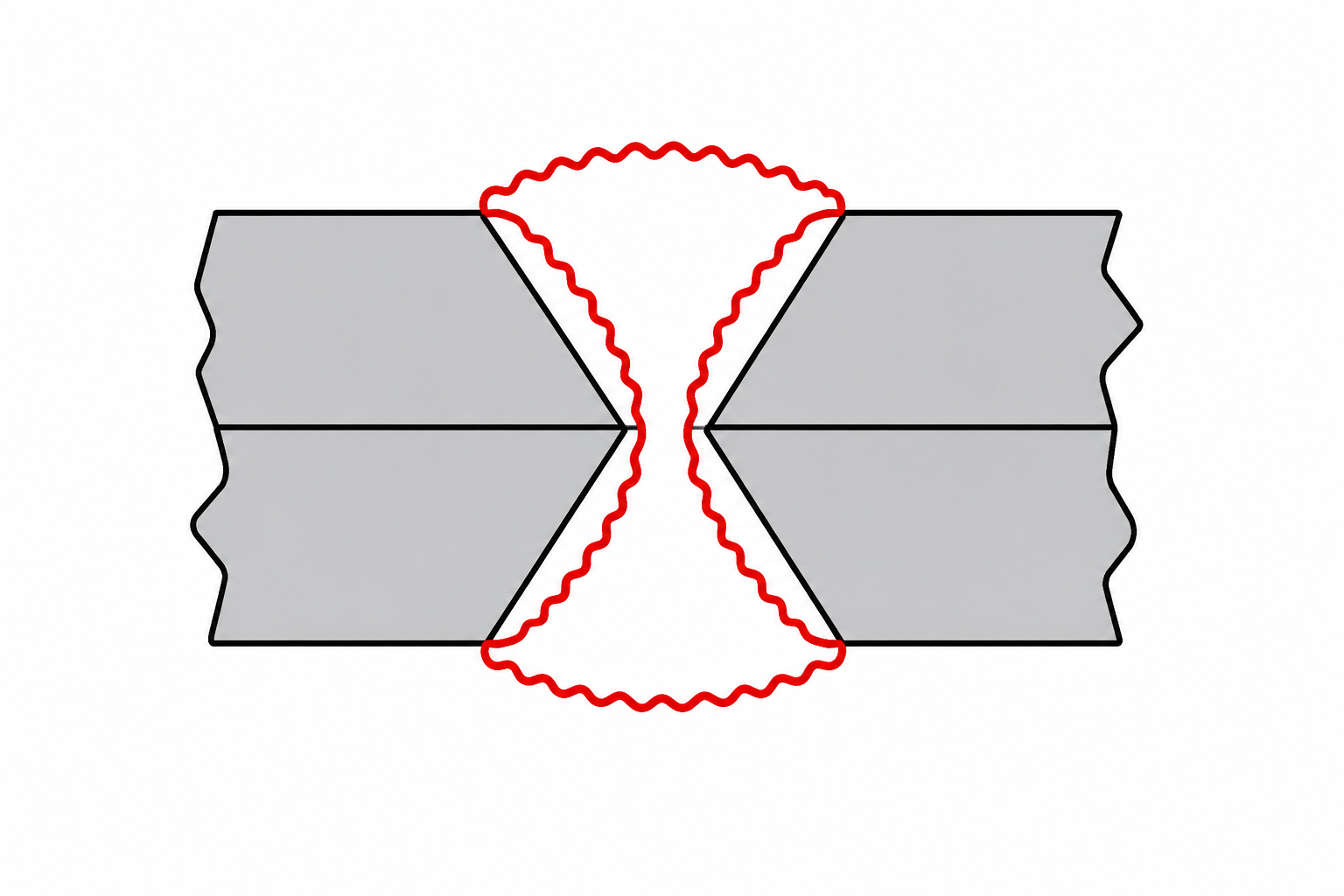
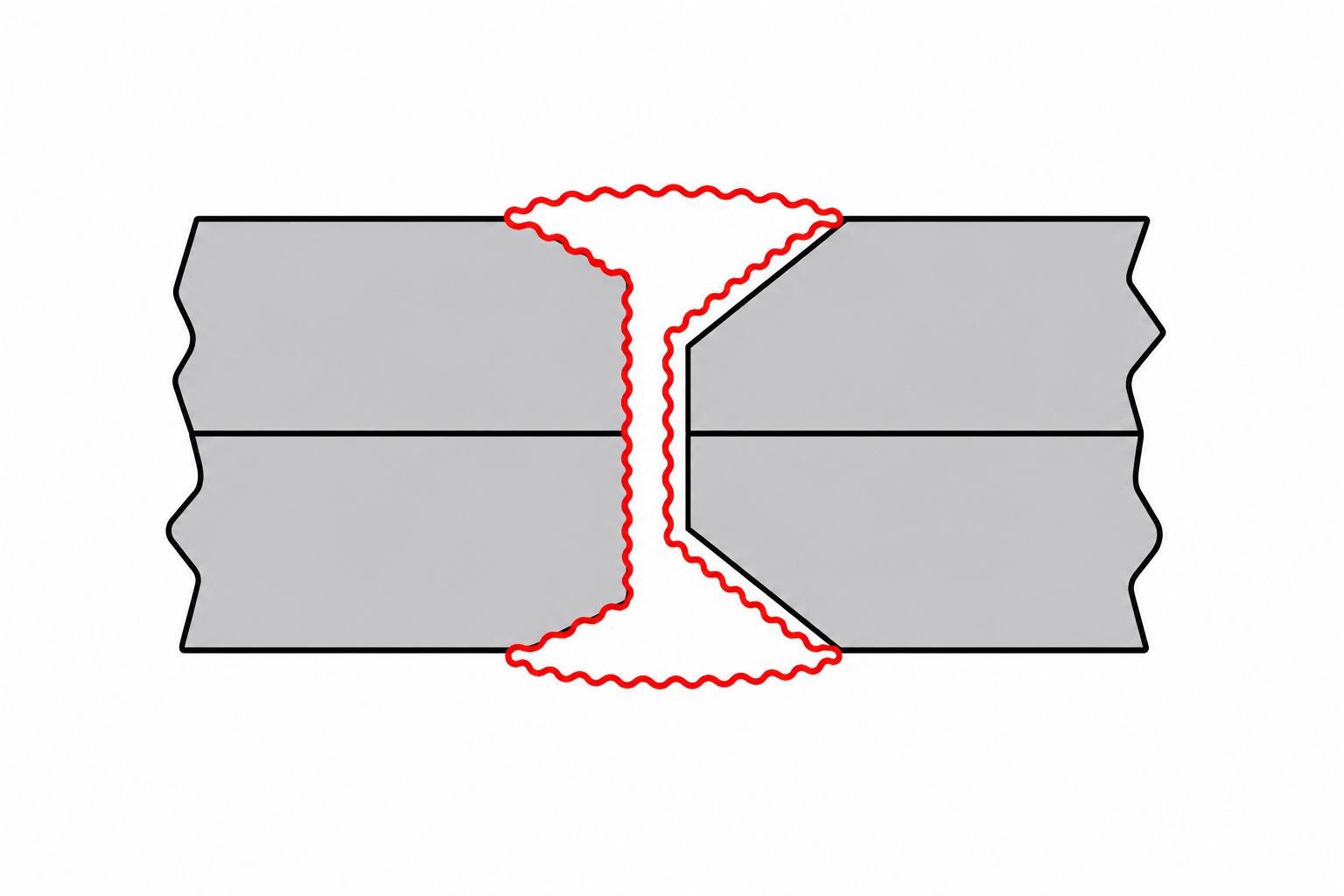
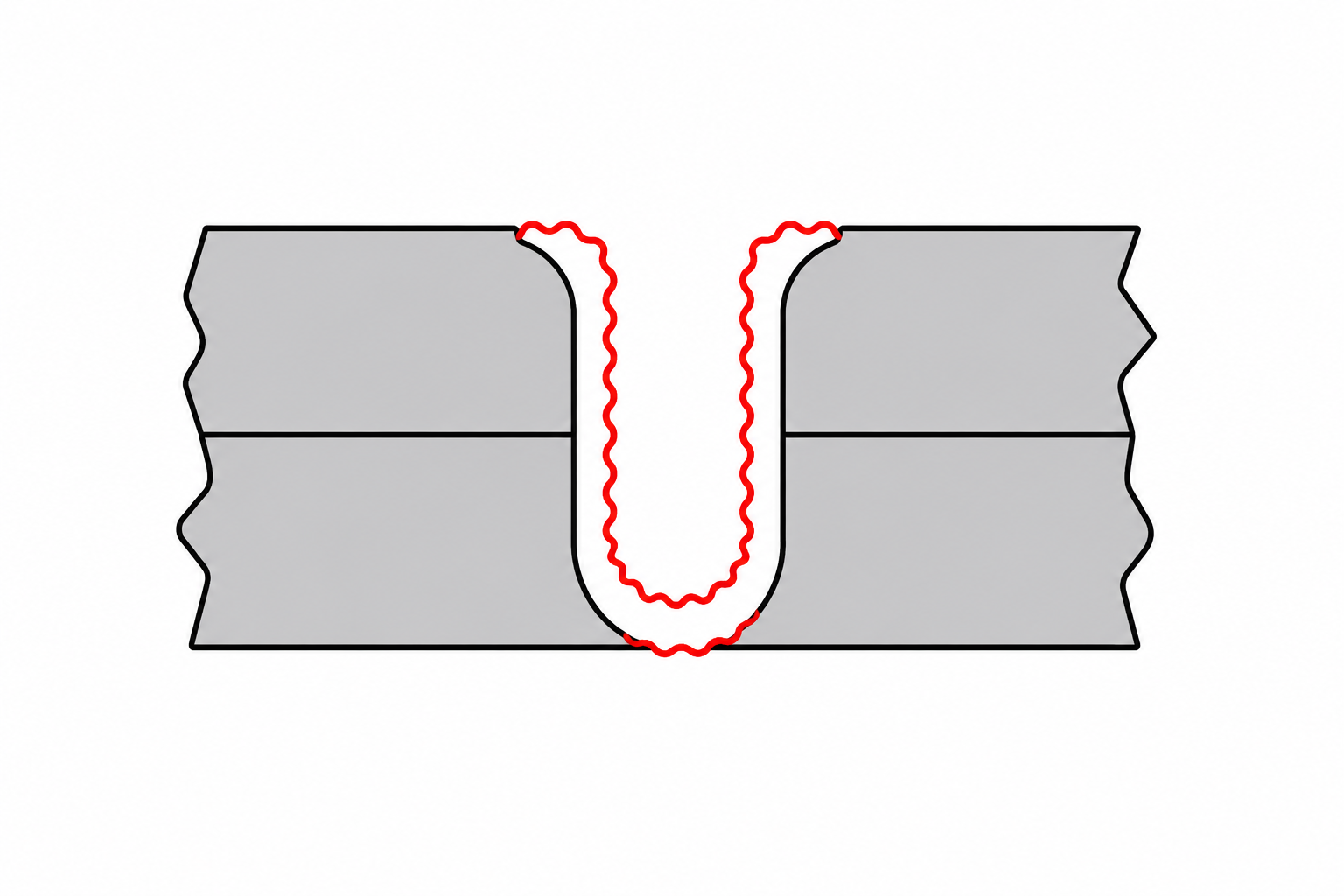

Mechanical Beveling
(Grinding & Milling)
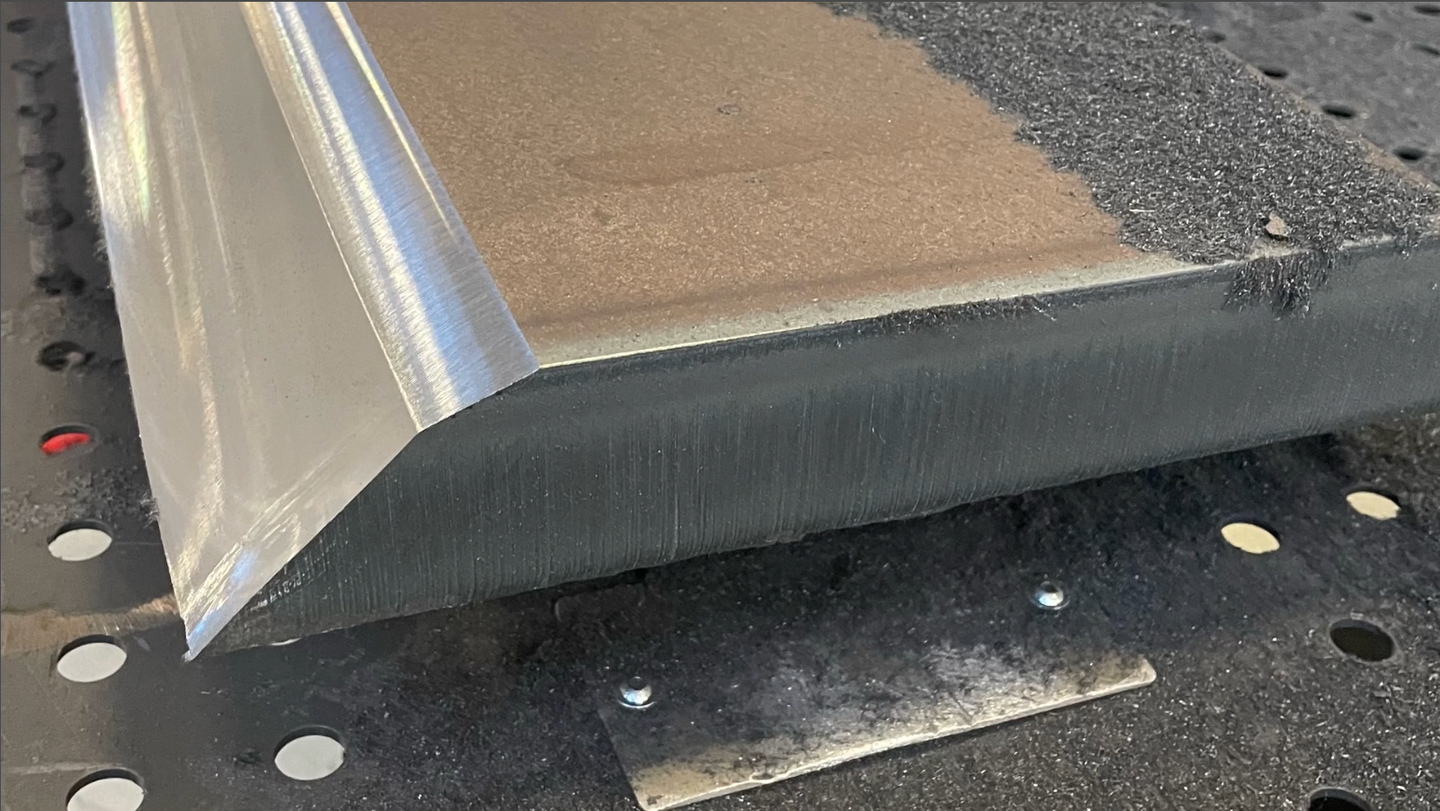
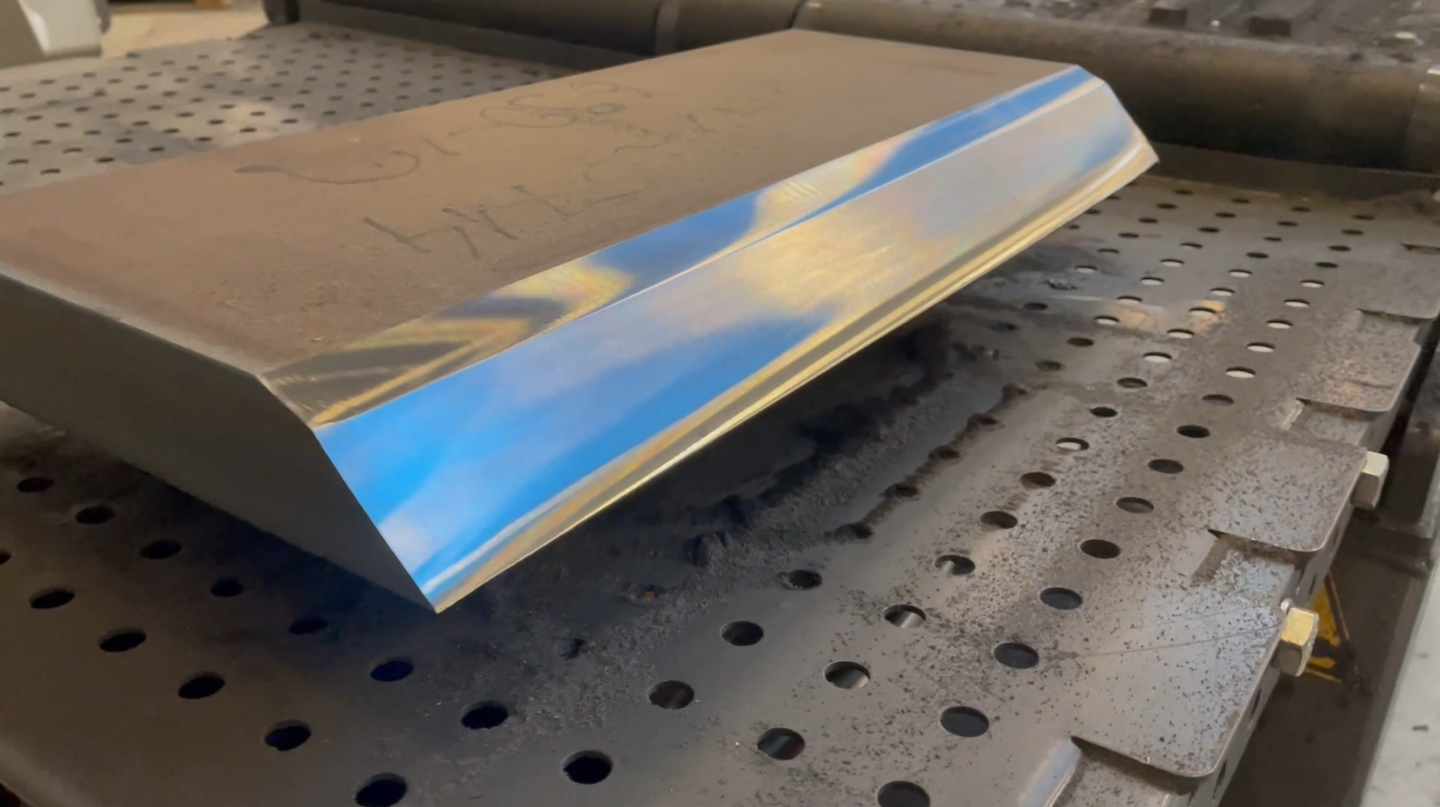
One of the most widely used methods for weld preparation. The ideal process depends on the required edge quality, production volume, and material thickness.
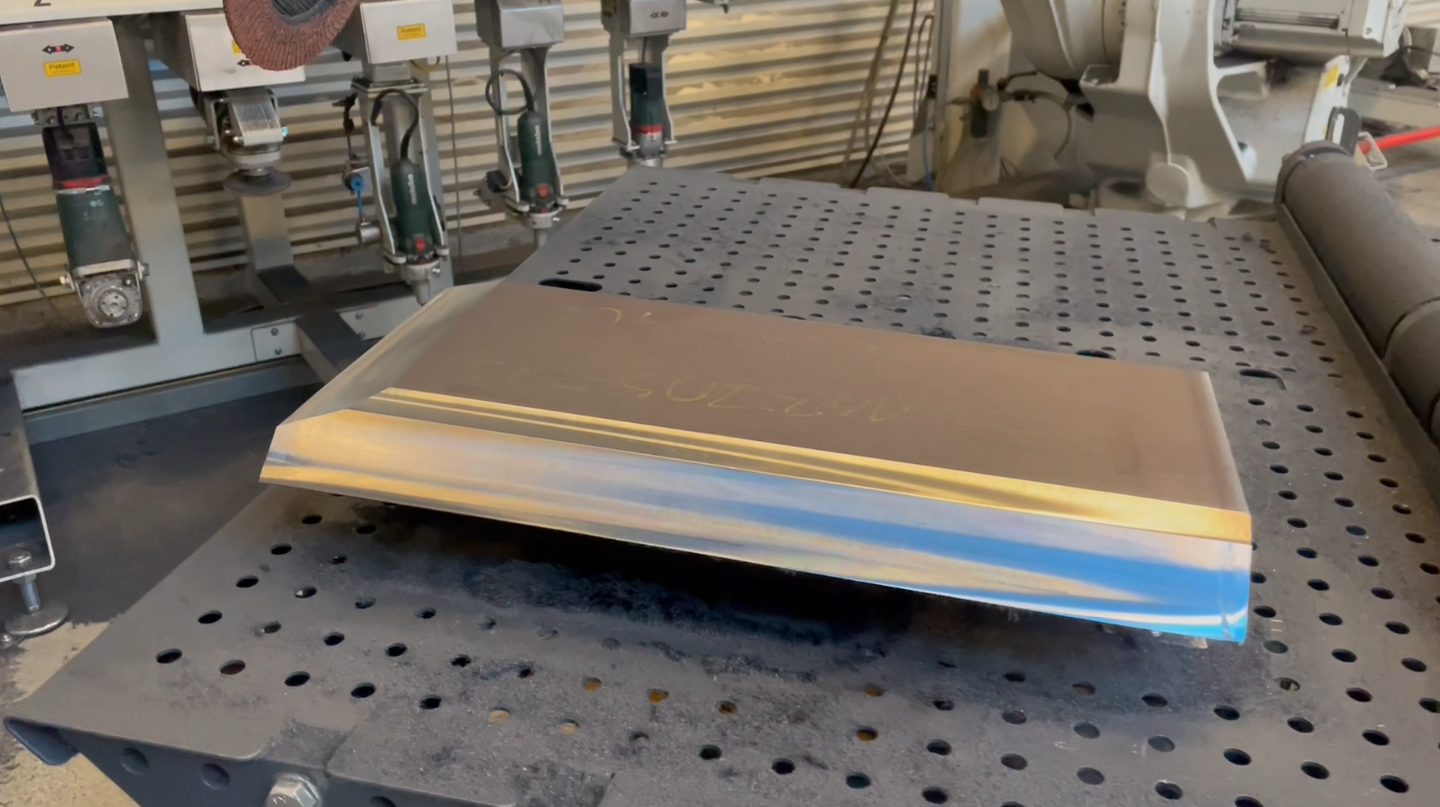
- Milling machines for highly repeatable production
- Stationary or portable edge milling machines for straight edges
- Angle grinders for one-off parts and rework
- Portable beveling machines for fast, cost-effective edge preparation
Produces precise bevels without a heat-affected zone (HAZ), making it ideal for consistent production quality.